车轮锻件的车削应用,在车床上使用不同的车刀或其他刀具。如内外圆柱面、内外可以加工各种回转表面,如圆锥面、螺纹、沟槽、端面和成形面等。加工精度可达IT8~IT7,外表粗糙度Ra值为1.6~0.8m,精细车的尺寸公差等级可达IT6~IT5,表面粗糙度Ra值为0.4~0.1μm。车削常用来加工单一轴线的零件,还可以加工多轴线的零件(如曲轴、偏心轴等)或盘形凸轮,只需将刀具位置或将车床适当改装。
1、车轮锻件的车外圆
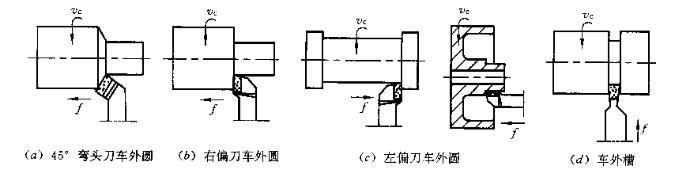
左偏刀主要用于需要从左向右进给车削右边有直角轴肩的外圆以及右偏刀无法车削的外圆。
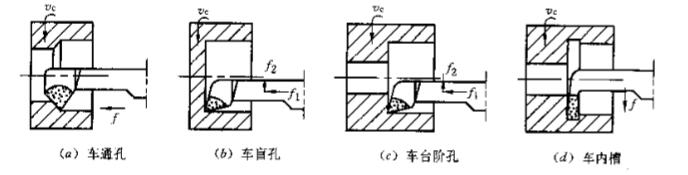
2、车轮锻件的车孔
车轮锻件的车孔是用车削方法扩大工件的孔或加工空心工件的内表面。车盲孔和台阶孔时,车刀先纵向进给,当车到孔的根部时再横向从外向中心进给车端面或台阶端面。
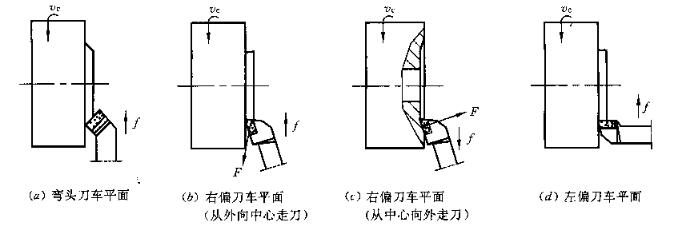
3、车轮锻件的车端面
车平面主要是车端面。图(a)是用弯头刀车平面,可采用较大背吃刀量,切削顺利,表面光洁,大小平面均可切削;图(b)是90°右偏刀从外向中心进给车平面,适宜车削尺寸较小的平面或一般的台肩端面;图(c)是90°右偏刀从中心向外进给车平面,适宜车削中心带孔的端面或一般的台肩端面;图(d)是左偏刀车平面,刀头强度较好,适宜车削较大平面,尤其是铸锻件的大平面。
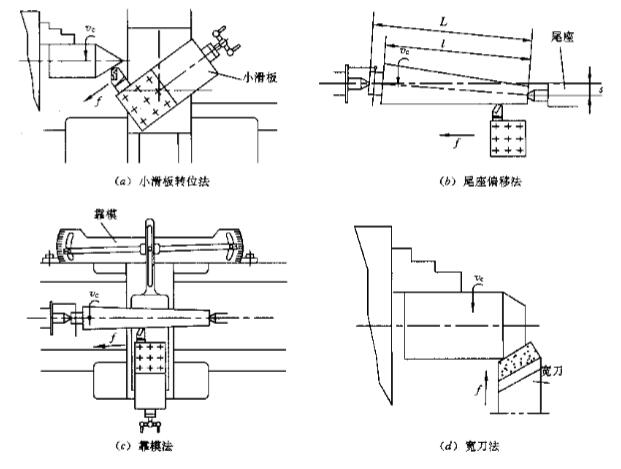
4、车轮锻件的车锥面
锥面可看作是内外圆的一种特殊形式。内锥面具有配合紧密、拆卸方便、多次拆卸后仍能保持准确对中的特点,广泛用于要求对中准确和需要经常拆卸的配合件上。常用的标准圆锥有莫氏圆锥、米制圆锥和专用圆锥三种。
车锥面的方法:
(1)小滑板转位法:主要用于单件小批生产中精度较低和长度较短(≤ 100mm)的内锥面。
(2)尾座偏移法:用于单件或成批生产中轴类零件上较长的外锥面。
(3)靠模法:用于成批和大量生产中较长的内外锥面。
(4)宽刀法:用于成批和大量生产中较短(≤ 20mm)的内外锥面。
转载至http://www.dzlun.com/news/industry/386.html






