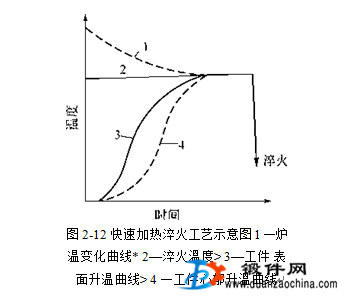
预先将炉温升至高于所需的温度,然后将锻件装炉并停止供热.当炉温下降到淬火温度时,开始供热并控制温度,锻件透烧后取出淬火,这种工艺称为快速加热淬火,工艺示意如图示
快速加热淬火时炉温约比淬火温度髙出100?2001℃,因此要求严格控制加热时间,以防锻件过热。当原始炉温为950~1000t时,工件在不同介质中的加热系数如表所示。

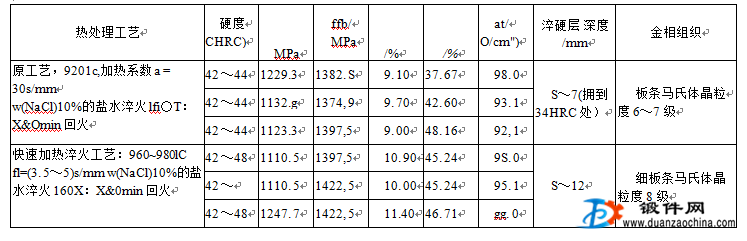
快速加热淬火法适用于低、中碳的碳索钢及合金钢。例如,ISMti钢制手拉起重机吊钩,采用快速加热淬火工艺,克服了原工艺周期长、锻件硬度偏低的缺点。原工艺与快速加 热淬火后工件的组织及性能的对比如表所示