锻件分类的方法很多,其目的各不相同。在锻件和锻压工艺过程设计中,常用的分类方法有以下几种。
1、按基本工艺分类按制造锻件的基本工艺的不同,通常将锻件分为自由锻件、胎模锻件、模锻件和特种锻件四大类。
自由锻件是在自由锻设备(锤或水压机〉上借助简单的通用工具,并主要依靠手工操作获得的锻件。仅借助通用工具直
接依靠手工操作成形的锻件称为手工自由锻件,但此类锻件在机械制造业中很少采用。自由锻件通常均为大型锻件或模锻用

胎模锻件是在自由锻设备上借助具有简单型槽的胎模使毛坯成形的锻件。
模锻件是完全在锻模型槽中进行锻压成形的锻件。
特种锻件是在专用设备上成形的模锻件。它有局部加压顺序成 形的锻件、纯挤压成形的锻件、加热与成形一体化的锻件和采用特 殊原材料(粉末状、液态)成形的锻件等。
这种分类法的优点在于从锻件的名称中便可对其制造的基本工 艺有直观的了解,所以已广泛用于锻压专业和机械制造行业。
2、按锻件的程度分类锻件按其与零件形状的接近程度和本身尺寸精度可分为:粗模锻件、普通模锻件、半精锻件和精密锻件四类。这种分类法一般仅适用于模锻件。
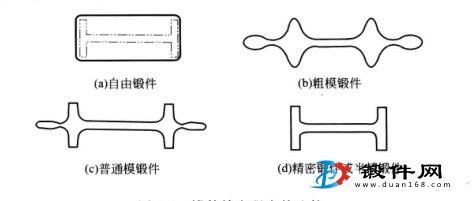
①粗模锻件:外形与零件粗略相近,加工余量大、尺寸大于 7°的锻件。它的表面需全部进行机械加工,多数部位要进行两次粗加工才能开始精加工,材料利用率(零件与锻件的重量比)一般不 高于20%,甚至只有5%?10%。
②普通模锻件:形状与零件基本相近,全部或大部分表面覆盖有比模锻件小得多的加工余量,非加工表面可以锻出圆角半径,模锻斜度均符合标准规定,其尺寸公差均为大多数锻压设备及工艺 所能达到的,它的材料利用率约为20%?30%。
③半精锻件:它是指小余量锻件或较高精度的锻件。它的形状基本与零件的相同,转接半径较小,模锻斜度为1°-5°需进行机械加工的表面不超过50%。加工表面的余量很小,锻件重量约为零件重量的1.2?1.7倍。
④精密锻件:它是一种采用先进工艺和精密模具锻压而成的锻件。其大部分表面不进行机械加工,转接圆角半径很小,模锻斜度可达0°?3°。表面粗糙度不大于尺Ra5,甚至可达尺Ra2.5,尺寸公 差可达到机械加工自由公差的水平。精密锻件的表面应无氧化、脱碳或元素贫化,流线分布完全满足零件的要求。






