1、复杂锻件划线检查的方法与步骤对于多角弯曲的锻件如多拐曲轴,用样板及一般检査手段已不能妥善解决尺寸的检查,则必须采用划线检查;另外,一些锻件超下差时,要确切地判定是否报废,也必须通过划线来确定;有些大型锻件,因缺少平台,也可以用划线力法检查,或者有时也用车床进行局部试加工方法,其基本原理也是划线。
(1)、划线的一般步骤:
1)淸理锻件表面。须清除锻件表面氣化皮、局部进行必要的打磨平整。
2)锻件表面涂料。为能使划线淸晰可辨,将锻件表面涂上一层均匀的涂料(如石灰水、硫酸铜溶液、普魯氏兰漆片)。
3)选定划线基准。详细消化图样和实物,并根据锻件各部分的余量初步确定是否要借料。
4)夹持锻件使其稳定可靠,划线时先划水平线,再划垂直线和斜线,最后划圆、圆弧和曲线。
5)检杳核对,按图对照实物检査划线足否正确,核对是否有遗漏线条。
6)打上冲眼,划线后一般要打上冲眼,为加工工序作准备。冲眼应注意必须打在线中央和交点上。而只用于锻工检验时,有时不冲眼。
(2)、划线基准的选择
确定工件几何形状的基准位置的线和面,叫做划线基准。而且划线时就从基准开始,才能使划线准确,方便并能提高划线效率,因此,应掌握以下选择基准的原则:
1)根据图样的尺寸标注来选择。在图样中,总有一个或几个基准用来标注起始尺寸,则在划线时,就可以在工件上以与相应图样标明的基准作为划线的平面基准。
2)以锻件形状确定基准,如果锻件上有孔、凸起部分或毂面时,就可以以凸起部分和毂面中心作为基准。轴类锻件通常以中心线为基准。
3)多向锻件基准确定,在多向锻件中,则可选定一个方向作基准面,划出这个面的各线,然后再划出其它方向的基准面和线。
(3)借料,对于超差的锻件,如果还有一定的余量,可以通过划线,把每部分加工余量重新分配,使不合格的锻件补救为能够加工的锻件、这种划线方法称为借料。正确地借料,即可保证产品的质量,使锻件各加工面既有足够的加工余量,又防止了轻易报废,减少废品损失。借料方法大致如下:
1)检查锻件各部分尺寸和偏移情况。
2)确定借正的方向和尺寸,并划出偏移后的借正基淮线;
3)先划出偏移的尺寸,如果借料不够,可再调整基准线,直至足够为止。
2、形状复杂锻件的形位公差的一些常用检查手段。
(1)锻件弯曲度的检验
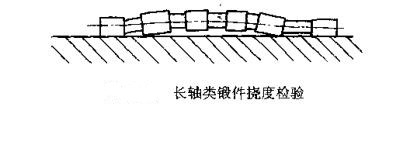
1)对于较长的等截面轴类锻件(或在一定长度内等截面),可将锻件放置在平板上慢慢地滚动,并观察轴线的弯曲程度,再通过测量工具即可测出轴线的弯曲度值。如图所示。
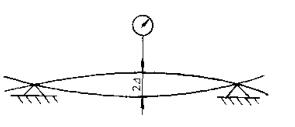
2)在轴的两端架上V形槽,转动锻件,观察锻件旋转时的表面摆动,通过仪表或刻度划线盘来测出锻件的弯曲度,如图所示。
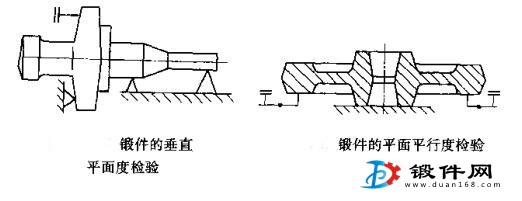
(2)锻件的平面垂直度检验,锻件在切边、冲孔时容易产生扭曲(如突缘部分)使端面与锻件中心线的垂直度发生改变,可将锻件放在两个V形铁上,再通过测量仪测量某一个端面(突缘),即可在测量仪的刻度上读出端面与中心线的垂直度,如图所示。
(3)锻件平面平行度的检验,在锻件切边、冲孔后常会产生扭曲、翘曲,如需测量平行面间的误差,可选定锻件某一端面作为基准,借助测量仪,即可测出平面间的平行度,如图所示。