什么是锻件的径向锻造?
对轴向旋转送进的棒料或管材施加径向脉冲打击力,锻成沿轴向具有不同横截面制件或等截面坯料的工艺方法称为径向锻造。
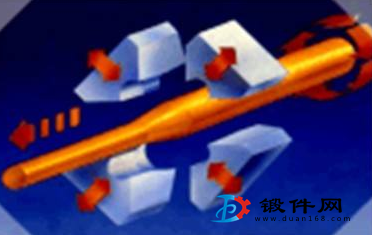
锻件径向锻造时,在垂直于棒(管)料的轴线的平面上,用几个锤头(通常是3个或4个锤头),从几个方向对棒(管)料进行对称的、高频率的同步打击,如图所示。
径向锻造时,锻件的运动有三种形式:
(1)边绕轴浅旋转、边作轴向送进,使棒料作旋转式延伸,通过变形达到所需的锻件形状和尺寸要求。多用于冷锻或热锻阶梯形或锥形的实心轴或管件。
(2)只作轴向移动.可用于热锻方形、矩形、六角形、八角形型材和冷锻枪刺等。
(3)只作转动。用于高压气瓶的收口、管件的缩颈等。

锻件径向锻造的工艺特点
径向锻造工艺有两个特点:一是多向锻打,二是脉冲锻打。因为多向锻打使金属变形时处于三向压应力状态,因此有利于锻件塑性的提高。所以,径向锻造不仅适用于一般钢材的锻件,而且适用于高强度、低塑性的高合金钢,尤其适用于难熔金属,如钼、钨、铌等及其合金成分的锻件锻造。低塑性合金在脉冲锻打时,工艺塑性可比在连续加载时提2.5-3倍。高频率的脉冲锻打,就是在单位时间内坯料受到多次锻打,但每次的变形量很小,锻件变形速度也较快,金属变形摩擦力小,容易变形。有人认为:当脉冲锻打的频率提高到1000次以后,可能由于打击能量的作用,使锻件金属工艺塑性变得极好,从而有可能取消加热工序,也能使金属容易变形。
脉冲锻打还能提高锻件的精度、降低表面粗越度。热锻时,外径可达±0.2?±0.5mm,内径可达±0.1mm。冷锻时,尺寸精度可达3?4级。表面粗糙度可达Ra0.40?Ra0.20。
锻件径向锻造可以进行热锻、温锻和冷锻。






