1、要求
法兰的制造、检验与验收除应符合JB/T 4700—2000《压力容器法兰分类与技术条件》标准规定外,还应符合图样要求。对用于工作温度低于-20℃的长颈对焊法兰及其配套螺柱、螺母的材料的性能,锻件级别,低温冲击功能指标及制造、检验等技术要求应符合GB 150—1998《钢制压力容器》的规定。
2、材料
①钢板应符合GB 150第4章材料、GB/T 3274—1988《碳素结构钢和低合金结构钢热轧厚钢板和钢带》、GB 6654—1996《压力容器用钢板》的规定。
②Q235-A钢板不得用作盛装液化石油气体、毒性为高度或极度危害介质的压力容器法兰。Q235-B钢板不得用作毒性为高度或极度危害介质的压力容器法兰。
③法兰用碳素钢和低合金钢钢板,凡符合下列条件者,应在正火热处理状态下使用:
a、厚度大于50mm的20R、16MnR钢板;
b、15MnVR氐钢板。
④法兰允许用钢板拼接焊制,对于长颈法兰应符合GB 150的有关规定。拼接法兰应进行焊后消除应力热处理。
⑤锻件按JB 4726—2000《压力容器用碳素钢和低合金钢锻件》或JB 4727—2000《低温压力容器用碳素钢和低合金钢锻件》的II级检验与验收。
⑥轧制法兰常用钢种为16Mn和20号钢。轧制其他钢种由供需双方另行商定。
3、机械加工
①凹凸密封面凸面和凸面的外径公差、榫槽密封面榫面和槽面的外径公差按GB/T 1801—1999《极限与配合公差带和配合的选择》的规定。孔为H12,轴为H12。
②螺拄通孔中心圆直径和相邻两螺柱通孔弦长的允许偏差为士0.6mm,任意两螺柱通孔弦长的允许偏差见表中。

③上述规定外的未注公差尺寸的公差按GB/T 1804—2000《一般公差未注公差的线性和角度尺寸的公差》的中等m级的规定
4、焊接
①甲型、乙型平焊法兰的法兰环与圆简或短节的连接焊缝应全焊透。长颈对焊法兰与圆简的对接焊缝应为全焊透焊缝。焊缝应充满、完整,不得有凹坑等危及强度的缺陷。
②法兰的焊接应依据可靠的焊接工艺评定,以确保焊接质量。
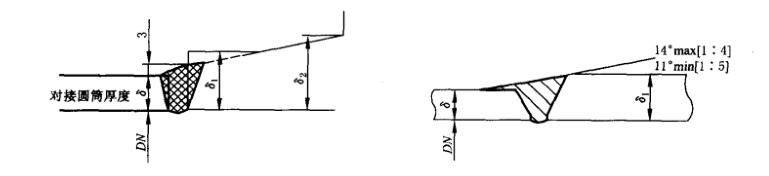
5、法兰与圆简连接要求
①乙型平焊法兰的短节厚度或长颈对焊法兰的直边厚度和与其连接的圆筒厚度不等时:若圆筒厚度不大于10mm,且与短节或长颈直边厚度差超过3mm;若圆筒厚度大于10mm,且与短节或长颈直边厚度差大于筒体厚度的30%或超过5mm时,乙型平焊法兰应按斜率1:3、长颈对焊法兰按图虚线削薄,或者在对接焊缝的筒体端部按图中堆焊过渡。
②与长颈对焊法兰相连接的圆简厚度应不小于JB/T 4703—2000《长颈对焊法兰》中对法兰尺寸的规定,调整法兰总髙度H(其他尺寸不变),并连同法兰厚度在标记中标明。
6、检验与验收
①法兰焊缝检测要求
法兰的拼接焊缝须经100%射线或超声检测。
对于长颈对焊法兰,当工作压力大于或等于表中规定的允许工作压力时,法兰与圆筒的对接焊缝必须进行100%的射线或超声检测,检测方法按JB 4730—1994《压力容器无损检测》的规定。射线检测II级为合格,超声检测I级为合格。当法兰所在容器图样对容器壳体的检测要求未能满足上述要求时,则该要求应在图样中标明。
对于甲型平焊法兰和乙型平焊法兰,法兰与圆筒或短节间的连接焊缝表面应进 行磁粉或渗透检测,检测方法按4730的规定,检測结果I级为合格。
②法兰表面不得有裂纹及其他降低法兰强度或连接可靠性的缺陷^
③乙型平焊法兰短节的制造、检验与验收要求与对焊的圆筒相同。
④带衬环的法兰,检漏孔应通入0丨4?汰5\1?3的压缩空气或05灿3的氨气进 行焊缝质请和渗漏检查^检漏孔中心线对两相邻螺柱孔跨中。
7、其他要求
①衬环法兰密封面的加工应在衬环焊接、检验合格后进行。
②法兰加工完后应在密封面上涂防锈油,并防止密封面碰伤。
③对于法兰成品,需在其外圆面上打上钢印标记:钢号、公称直径、公称压力;衬环材料、短节材料应用括号标注在法兰材料后。
例:16MnR(环0Cr18Ni9)(短节16MnR)DN 1000 PN1.00






