前轴是汽车上承受载荷较大的重要零件之一,要求具有较高的刚度、强度和疲劳寿命。
目前在国外广泛应用辊锻制坯,模锻成形,投资很大。国内除采用辊锻制坯、在热模锻压机上成形外,某些中、小厂采用自由锻制坯,在摩擦压机上模锻或胎模锻成形的工艺,生产效率低、劳动强度大,锻件
质量差。
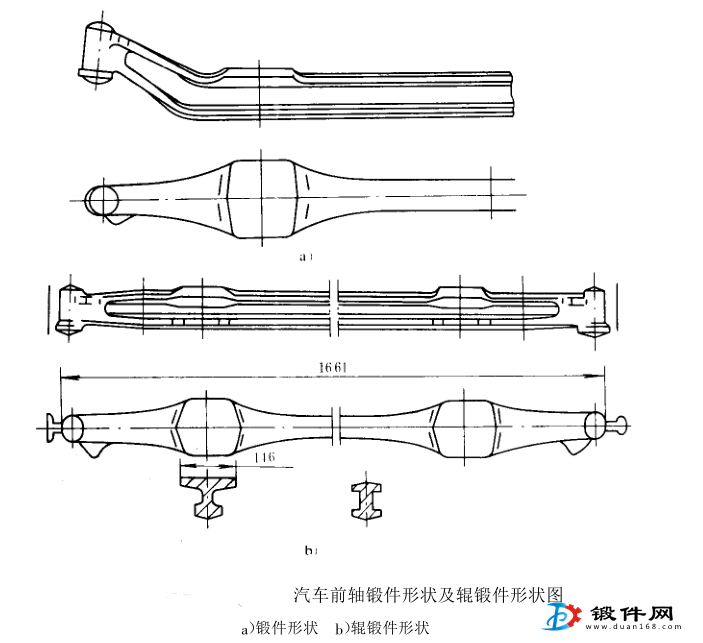
为保证前轴锻件质量,分析其形状特点与成形辊锻的工艺,表明存在如下一些要解决的问题。
1、不均匀变形
前钻锻件主轴线较长区段两侧截面的形状是不对称的,因而辊锻变形时该段左右两侧将有较大的不均匀变形,使未进入变形区的毛坯左右偏摆,已变形的毛坯水平弯曲,前者导致出现刮伤、折叠、甚至不能充满型槽,后者将使辊出毛坯无法进入下道次的辊锻型槽。
2、大展宽变形量
根据辊锻变形的特点,不能使前轴限位块和弹簧座工字型截面一侧的长腿在深而窄的型槽中良好成形。为此,必须在制坯的道型槽中就使此部位有很大的宽展量并考虑到后两道辊锻型槽中被拉缩的减小值,才能保证此两部位要求的尺寸。
3、毛坯与型槽的对中性及长度控制
多道次成形辊锻工艺中,各道次毛坯在纵向上的不同部分能否准确进入相应型槽是锻件各部分成形良好的关键,特别是展开长度很大的前轴辊锻件,在生产条件下的延伸和前滑波动值又较大,妥善解决这个问题就更显得重要。
4、毛坯咬入及前壁难成形区的成形
锻件两端的圆柱形拳头用一般选料和咬入方式难以保证既能顺利咬入,又使拳头良好成形。
针对上述问题,可在工艺和模具设计上、送料方式和送料装置上采取一些相应的解决措施。
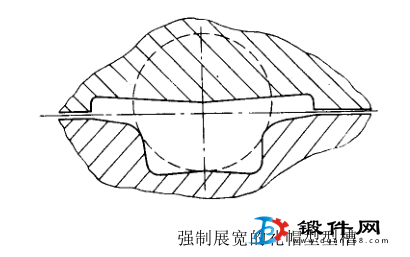
(1)解决大展宽量与不均匀变形的措施
设计道制坯型槽时,在某些区段上采用如图 & ’ ( ’ #) 的特殊型槽一礼帽型并在型槽上模面开设相互交叉的阻力槽等强制展宽的措施,以获得要求的大宽展量。为减小不均匀变形,设计道型槽与第二道型槽及第二道型槽与第三道型槽间尺寸配合上除考虑充满成形需要外,各相应配合截面上每个部分压下量之差异应尽可能小,并利用金属高温塑性,在送料端采用强制导向装置克服毛坯的偏摆与水平弯曲。
(2)解决毛坯与型槽对中性的措施
设计毛坯纵向截面时,其形状和尺寸应使毛坯对下一道型槽纵向截面相应地对中有较大的适应性,即使某些纵向突变截面处,毛坯与型槽对中上稍有误差也能充满成形,不致产生刮伤缺陷。利用改变送料方向变换前后壁的原理,在第二道辊锻型槽的后端将毛坯一端的拳头预先成形,然后将毛坯调头送入第三道型槽的后端成形另一端拳头。
(3)控制锻件长度的措施
前滑是影响锻件长度波动的主要原因,辊锻时,要尽量控制加热温度并适应模具表面状态的变化及时调节水剂石墨润滑剂的浓度。将前滑控制在较小范围内,并有意识地将前轴中间对称工字型截面的自由前滑区段的长度设计短些,然后在弯形一限位定长装置上弯曲,拉伸,限位定长,完全达到锻件图的要求。
前轴锻件两端拳头既深而窄,长度又小的限位块的尺寸成形即使基本达到要求,也会因辊锻中可能发生的畸变,使其外形及尺寸与型槽尺寸不尽相符。为此,辊锻后还要对两端拳头到限位块区段作小范围的局部整形,以达到工艺要求的几何尺寸。
上述存在的问题及解决措施,已经实验验证,并在生产中收到良好的效果。






