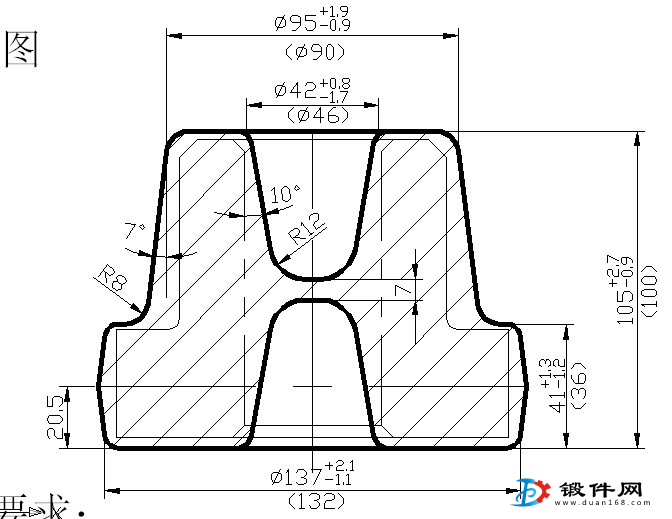
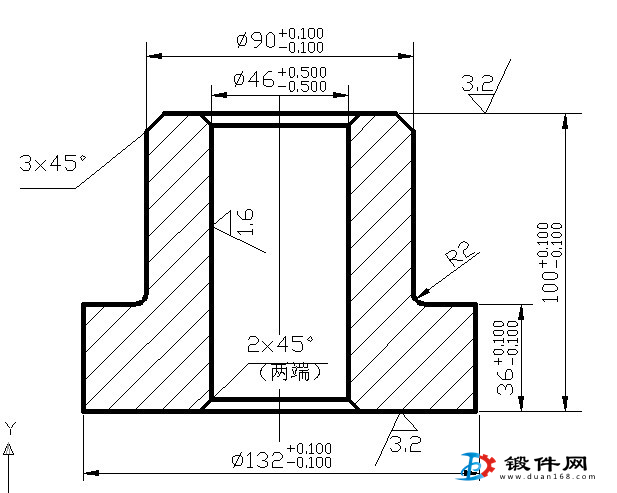
如图,根据零件图绘制锻件图。
在1吨模锻锤上模锻,生产批量为成批生产。
解:计算过程如下
1、确定机械加工余量和公差
(1)计算锻件质量m


![]()
(2)计算锻件复杂系数S
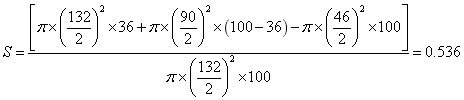
S在 范围内,所以复杂系数为
范围内,所以复杂系数为 级。
级。
(3)材质系数M
45钢含碳量c%=0.42~0.50%<0.65%
所以材质系数为 级。
级。
(4)由表2-2、表2-3查得零件加工余量
锻件厚度尺寸100mm,余量2.0~2.5mm,取2.5mm。
锻件长度尺寸132mm,余量2.0~2.5mm,取2.5mm。
内孔直径尺寸46mm,余量2.6mm。
根据锻件质量m、复杂系数S、材质系数M,由表2-4、2-6查公差
锻件尺寸132mm,公差 ;
;
锻件尺寸90mm,公差 ;
;
厚度尺寸100mm,公差 ;
;
厚度尺寸36mm,公差 ;
;
内孔直径46mm,公差 ;
;
错差1.2mm;
残留飞边公差1.2mm;
表面缺陷,不允许超过1.2mm。
2、确定模锻斜度
由零件尺寸,查得,内表面拔模斜度![]() ,外表面拔模斜度
,外表面拔模斜度![]() 。
。
3、圆角半径
外圆角半径r=余量+a=2.5+2=4.5mm,取r=5mm。
内圆角半径R=(2~3)r,根据需要,取R=8mm。
4、冲孔连皮
连皮厚度 
![]()
取
圆角半径 
综上得,锻件图如下。