编制成组工艺规程.必须从下列基本原则出发:
1.所采用的工序顺序或工步顺序应保证锻件组内任一锻件都能达到图纸规定的技术要求.
2.所采用夹具和配置的刀具应当是用于加工调整组内任何锻件所共用的夹具和共用的刀具,以便在加工本组锻件期间,装在机床上的主要工艺装备固定于机床上,直至全部锻件产品加工完毕.
3.从一种锻件改换为同组内另一种锻件的加工时.应使机床、夹具及刀具的调整简单,迅速,工作量少。
4.采用的加工设备及工艺装备必须是离生产串及使用合理的,对采用企业原有效率,不高的设备时,应根据成组工艺规程的要求,进行必要的改装。

5.编制的成组工艺规程,应使同一锻件的全部零件有统一的工艺路线,固定的操作规程,从一种锻件的加工转为加工组内任一其他零件时,只需进行夹具,固定尺寸的刀具、切削规范以及定位挡块的小调整.
锻件通过分组,编制成组工艺规程、负荷计算及零件组调整后,对负荷合理的工序可归并于有关机床的成组 调整组串,进行该工序的加工;对负荷太低的工序,仍应在加工组里完成,但属于单独加工,待以后有新锻件归并进来时,一起研究其形成一个新的成组调整组的可能性.
编制成组工艺规程分两个阶段进行,即成组工艺规程初步方案的拟定和成组工艺规程的制订,而成组工艺规程方案的拟定又有两种方法,综合锻件法和综合路线法。
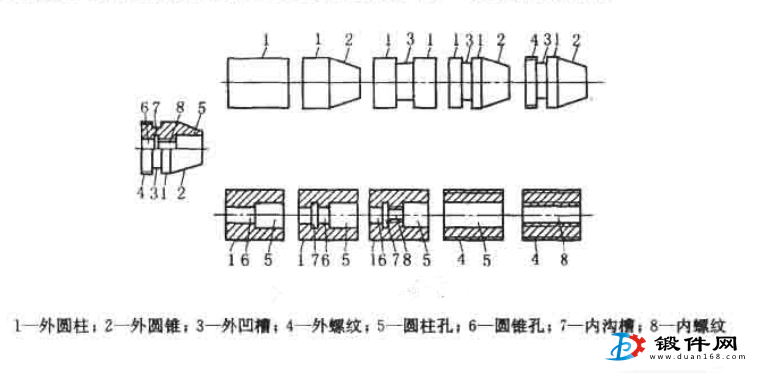
所谓综合锻件是由许多基本表面要素组成,如回转零件有内、外圆柱面、内外圆锥面,内外槽.内外蠓纹、倒棱等.它必须包含本组内零件所具有的全部几何要素,这样,按综合锻件编制的工艺规程。就可包括制造组内任一锻件的工艺规程。当加工一种零件转为加工组内另一种零件时,只进行设备、夹具和刀具的小两整。综合零件可以是零件组的实际零件,也可以是靠人工综合的假想零件。图中是综合锻件举例。