压力容器法兰锻件大量应用于石油化工、医药、能源动力、海洋船舶、航空航天等领域,凡是生产装备中各种压力容器、动力锅炉、核反应堆器件及宇航运载工具等 设备和构件等皆离不开焊接制造。压力容器焊接技术随着我国国民经济的持续发展,进步极为迅速,应用越来越广泛,在工业生产中所起的作用愈加显著。
石油化工企业和国民经济其他行业一样,始终是在新旧交替、新陈代谢中 不断前进发展,需要不断提高职工队伍整体技术素质,不断培养造就大量的懂 技术、理论与实践密切结合的专业技术人才。《压力容器焊接实用手册》一书对 压力容器的焊接方法、焊接材料、压力容器用各类材料的焊接和热处理等方面 皆进行了详细阐述,内容深入浅出,紧密联系生产实际。文中着重对石油化工 压力容器常用的典型焊接结构和典型设备(如球形储罐、热壁加氢反应器、不锈钢复合钢制设备等)的焊接制造作了较详细介绍,值得从事石油化工行业压力容器设计和技术管理等方面的专业人员及其他相关部门技术人员学习和参考。
当前,炼油化工生产装置大型化、高科技化以及炼制和处理生产原料的劣质化,对石化行业压力容器和工艺设备提出了越来越高、愈加严格的要求,现 代压力容器的焊接技术必须应对和妥善解决以上因素带来的实际技术问题。希 望《压力容器焊接实用手册》一书的出版发行,有助于提高从业人员专业技术素 质,解决设计和生产实践中遇到的焊接难题,保障压力容器优良的焊接质量, 从而对实现和保障石化企业及其他相关行业生产装置和装备的安全、平稳、长 周期运行起到有益的作用。
相安定压力容器焊接是压力容器制造、安装、使用和维护的重要组成部分,优良 的焊接质量是保证设备安全和长周期运行的关键。在石油化工、化肥、化纤行 业以及国民经济其他重要部门如冶金、医药、船舶、核动力、军工等领域中,一般生产工况和特殊运行工况下的焊接问题层出不穷,要求专业工程技术人员 首先必须具备基本的焊接方面的知识,妥善合理地选择和解决设备材料、焊接 材料、焊接和热处理工艺等诸多问题。
金属焊接是将两个同种或异种金属物体,通过适当的手段(加热、加压或同时加热加 压),使两者产生原子(分子)间结合而连成一体的连接方法,它是各种产品制造工业中十分重要的加工工艺之一。焊接不仅可以解决各种钢材的连接,而且可以解决铝、铜等有色金属 及钛、锆等特种金属材料的连接,以及它们与钢的连接,广泛应用于石油化工、机械制造等行业和部门中。
生产中主要根据所需焊接产品的结构、材料、生产技术条件以及考虑产品的要求,按照 各种焊接方法的特点和适用范围,选择和确定焊接方法。焊接方法种类繁多,焊接的分类法 也种类甚多,一般有族系法和坐标法两大类。
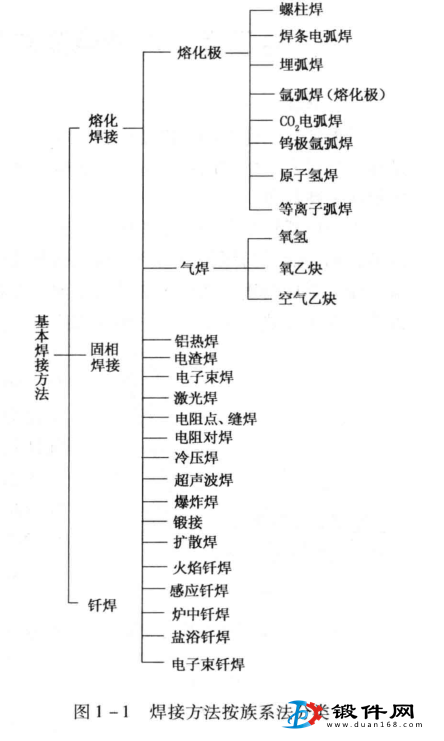
族系法是根据焊接工艺中某几个主要特征 将焊接方法首先分成几大类,然后在每个大类中又根据焊接工艺特征分为若干小类,从而形成族系。这种分类方法在工程上和生产中应用居多,族系法分类如图1-1所示。
焊接方法按族系法分类的优点是:因为是 按焊接工艺特征分类,分类的层次可多可少,比较灵活,且主次关系明确。缺点是:表中三 大类之间没有一定的、一致的分类原则,且大 类与其下各层次分类所根据的原则不一致。例 I 如大类中的熔焊是以焊接过程中金属是否熔化 I 和结晶为准则,固相焊是以是否固相结合、是 I 否加压为准则,钎焊是以钎料为主要划分依 据,这样对于如点焊、闪光焊、熔化气压焊等某一种焊接方法,会因为强调的特点不同而有不同的分类。同时由于上、下各主次分类之间的局限性,限制了跨界交叉分类,使得一些焊接方法(如扩散钎焊、热喷涂等)无法归类。
压力容器法兰锻件焊接方法按坐标法分类有一元坐标法和二元坐标法两种。前者是单纯以焊接工艺的外部 特征为分类准则,即以焊接工艺中的某两个特征作为横坐标和纵坐标列出表格,然后将各种焊接方法按其所具有的两个特征列人表内的某一坐标位置中(见附录A “表A-1”)。这种分类方法的优点是:可根据焊接分类直接了解某个焊接方法的某些特征,也可以根据这两种特征将某一焊接方法归入表中的某一位置,故适应性较强,此后出现的诸多新焊接方法均可按相应的特征归人表中的一定位置。其缺点是: 统一以固定的两个特征(热源和保护方法)作为所有焊接方法的归类准则,未必都能够确切地反映某个特定焊接方法的主要特征;另外,更重要的是不能反映两种金属在什么状态下形 成结合的最本质的特征(例如形成固相结合或液相结合等)。
二元坐标法综合了前两种分类方法的优点,它是以焊接工艺特征为一类(元),在横坐标上分层列出其主、次特征,类似于族系法;同时又以焊接时物理冶金过程特征为第二类 (元),在纵坐标上分层列出其主次特征。这种分类方法由于选择了焊接工艺和焊接冶金过程这两类关键的特征作为坐标参数,可以达到更为科学的分类目的,能够清晰地了解各种焊接方法的本质,并为开发新的焊接方法提供了方向。二元坐标分类法见附录A“表A-2”。
压力容器焊接分类基本采用族系法,并以其中第一大类熔化焊为主。熔化焊中,按能源种类细分为电弧焊、气焊、铝热焊、电渣焊、电子朿焊、激光焊等,其中电弧焊(包括焊条 电弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊)和气焊则是目前 压力容器制造和修复中常用的焊接方法。






