通常称烧损量在0.5%以下的锻造加热为少氧化加热,烧损量在0.1%以下的加热称为无氧化加热。少无氧化加热除可减少金属氧化、脱碳外,还可显著提高锻件表面质量和尺寸精度,减少模具磨损等。少无氧化加热技术是实现精密锻造必不可少的配套技术,目前,该项技 术在国内还有待进行大量的研究工作。
实现少无氧化加热的方法很多,常用和发展较快的方法有快速加热、介质保护加热和少无氧化火焰加热等。
—、快速加热
锻件在锻造加热工序中,快速加热包括火焰炉中的辐射快速加热和对流快速加热、感应电加热和接触电加热等。快速加热的理论依据是,采用技术上可能的加热速度加热金属坯料时,坯料内部产生的温度应力、留存的残余应力和组织应力叠加的结果,不足以引起坯料产生裂纹。小规格的碳素钢钢锭和一般简单形状的模锻用毛坯,均可采用这种方法。由于上述方法加热速度很快,加热时间很 短,坯料表面形成的氧化层很薄,因此可以实现少氧化的目的。
感应加热时,钢材的烧损量约为0.5%。为了达到无氧化加热的要求,可在感应加热炉内通人保护气体。保护气体有惰性气体,如氮、氩、氦等,还有还原性气体,如CO和H2的混合气,它是用保护气体发生装置专门制备的。
由于快速加热大大缩短了加热时间,在减少氧化的同时,还可明显降低脱碳程度,这点不同于少无氧化火焰加热,是快速加热的最大优点之一。
二、介质保护加热
用保护介质把金属坯料表面与氧化性炉气机械隔开进行加热,便可避免氧化,实现少无氧化加热。
1、气体介质保护加热
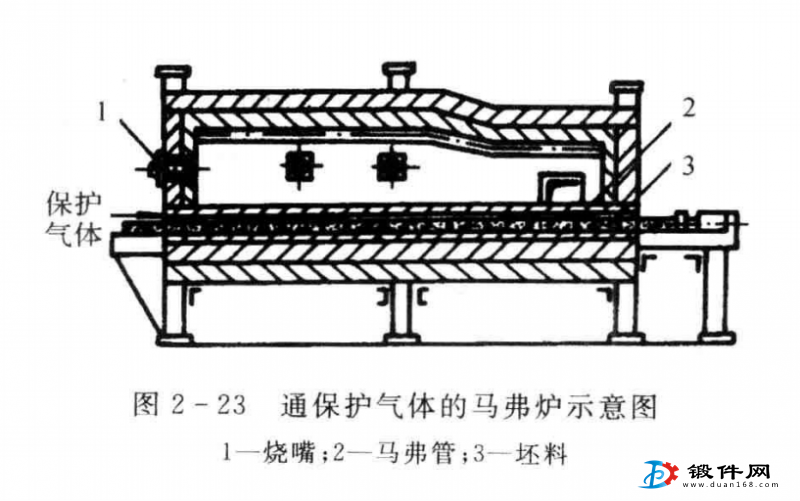
锻件在锻造加热工序中,常用的气体保护介质有惰性气体、不完全燃烧的煤气、天然气、石油液化气或分解氨等。可向电阻炉内通人保护气体,且使炉内呈正压,防止外界空气进人炉内,坯料便能实现少无氧化加热。通常是由炭化硅、刚玉等材料制成的。加热时高温炉气在马弗管外燃烧,而坯料在马弗管内与氧化性炉气 隔开.通过高温马弗管辐射传热间接加热。同时马弗管口又不断通人保持气体,从而实现了少 无氧化加热。这种方法多用于小锻件加热,不足的是,坯料出炉后,表面还会产生二次氧化。
2、液体介质保护加热
锻件在锻造加热工序中,常见的液体保护介质有熔融玻璃、熔融盐等。第二章第一节中介绍的盐浴炉加热便是液 体介质保护加热的一种。
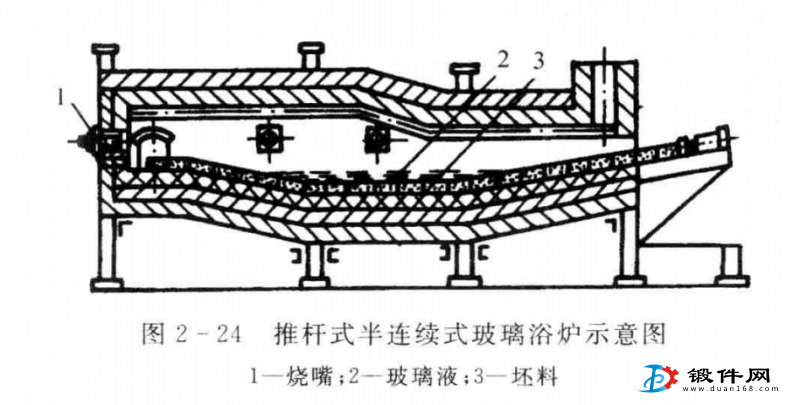
图2-24所示为推杆式半连续玻璃浴炉。炉中加热段凹形炉底内熔有高温玻璃液,锻造坯料连续推过玻璃液后便被加热,由于玻璃液的保护,加热过程中坯料不会氧化,并且,坯料推出玻璃液后,在表面附着一薄层玻璃膜,它不但能防止坯料产生二次氧化,还可在锻造时起润滑作用。这种方法加热快而均匀,防止氧化和脱碳效果好,且操作方便,是一种有前途的少无氧化 加热方法。
3、固体介质保护加热(涂层保护加热)
将特制的涂料涂在坯料表面,加热时涂料熔化,形成一层致密不透气的涂料薄膜.且牢固地黏结在坯料表面,把坯料和氧化性炉气隔离,从而防止氧化。坯料出炉后,涂层可防止二次氧化,并有绝热作用,可防止坯料表面温降,在锻造时可起到润滑剂的作用。
保护涂层按其构成不同分为玻璃涂层、玻璃陶瓷涂层、玻璃金属涂层、金属涂层、复合涂层等。目前应用最广的是玻璃涂层。
玻璃涂料是由一定成分的玻璃粉,加上少量稳定剂、黏结剂和水配成的悬浮液。使用前应 先将坯料表面通过喷砂等处理方法清理干净,以便使涂料和坯料表面结合牢固。涂料的涂敷方法有浸涂、刷涂、喷枪喷涂和静电喷涂。涂层要求均匀.厚度适当.一般为0. 15~0.25 mm, 过厚涂层容易剥落,太薄不起保护作用。涂后先在空气中自然干燥,再放入低温烘干炉内进行烘干。也可在涂敷前预先将坯料预热到120°C左右,这样湿粉涂上去后立即干固,能很好地黏 附在毛坯表面。涂层干燥后即可进行锻前加热。
为了使玻璃保护涂层产生良好的保护及润滑作用.要求涂层应有适当的熔点、黏度和化学稳定性。而玻璃的各种成分配比不同时,上述的物理、化学性能也就不同。因此使用时要根据金属材料的种类和锻造温度的高低。选择适当的玻璃成分。
玻璃涂层保护加热方法,目前在我国的钛合金、不锈钢和高温合金航空锻件生产中得到了较广泛的应用。






