蒸汽-空气自由锻锤是指既可以用蒸汽(压力为700?900kPa) 作为动力,也可以用压缩空气(压力为600?800kPa)作为动力的 一种锤。所用蒸汽由热电站或动力站供给;压缩空气一般由压缩空 气站供给。
1、蒸汽-空气自由锻锤的工作原理
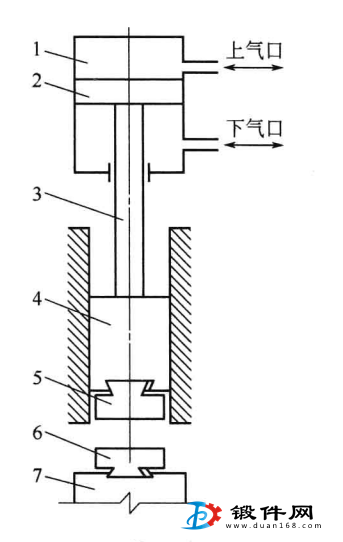
当蒸汽(或压缩空气)从下气口进入汽缸1的活塞下面时,在气体压力作用下,将活塞2、锤杆3、锤头4和上砧块5整个 落下部分升起,而汽缸上部(活塞上 部)的气体经上气口排出。通过操纵 系统的变换进、排气方向,气体进入 汽缸上部时,落下部分在气体压力和 自重的作用下快速落下,进行打击下砧块6上的坯料。同时汽缸下部的气体经下气口排岀。如此反复,实现对钢坯的锻造。
2、蒸汽-空气自由锻锤的结构
蒸汽-空气自由锻锤可分为单臂式、 双柱式和桥式三种结构,具体如下。
①单臂式单臂式机架为一个整 体立柱而位于锤头的一侧,可以在三面 操作,特点是空间大,操作方便且结构 简单,价格便宜。但是,整个机架刚性差,锤头无导轨,
1000kg锤以下。
②双柱式支承着汽缸等零部件,称为拱式蒸汽-空气两用自由锻锤。该锤结 构紧凑,刚性好,锤头在两侧立柱的导轨中运动,打击平稳。但是,操作只能位于前后两面,空间小,给操作者带来一定困难。
③桥式桥式立柱位于左右两侧,顶部有一个横梁组成门形 机架,机架上部安装汽缸等零件。操作空间大,特别适应大尺寸的 锻件。但锤的轮廓较大,占地面积多,锤头导向部分刚性差,连接螺钉易断,故这种锤已很少使用。
3、蒸汽-空气自由锻锤使用规则
其班前准备工作主要如下。
①检查地角、导轨、调整楔和汽缸平板等螺钉有无松动、裂纹以及其他特殊情况。
②检查上、下砧垫、砧块与楔固定结合情况。
③打开气阀排除冷凝水。
④检查导轨、操作手柄系统等润滑是否良好,按规定添加润滑油。
⑤使用前将锤头、砧块和锤杆预热至100?150笆。
4、锻造生产中注意事项主要如下。
①发现异常噪声或漏气,立即停锤检修。
②禁止打冷铁或较薄的低温锻件,尽量避免偏心锻造和锤空击。
③随时清除下砧的氧化皮。






