自由锻设备主要有空气锤、蒸汽-空气锤和水压机。前两者主 要用于单件、小批量的中、小型锻件的生产,水压机是生产大型锻 件(最大300t)必不可少的锻压设备。
1、空气锤 自由锻造生产中、小型锻件,空气锤是主要的设备。由于空气 锤是由电动机驱动的,以空气作为中间传动介质,推动锤的落下部 分来进行工作,且不需要外部供应动力,能源易得,所以投资少、 见效快,被中、小型锻件锻造生产厂家广泛采用,不仅用于自由锻 造、胎模锻造生产,而且还在模锻生产中用作配备的制坯设备。
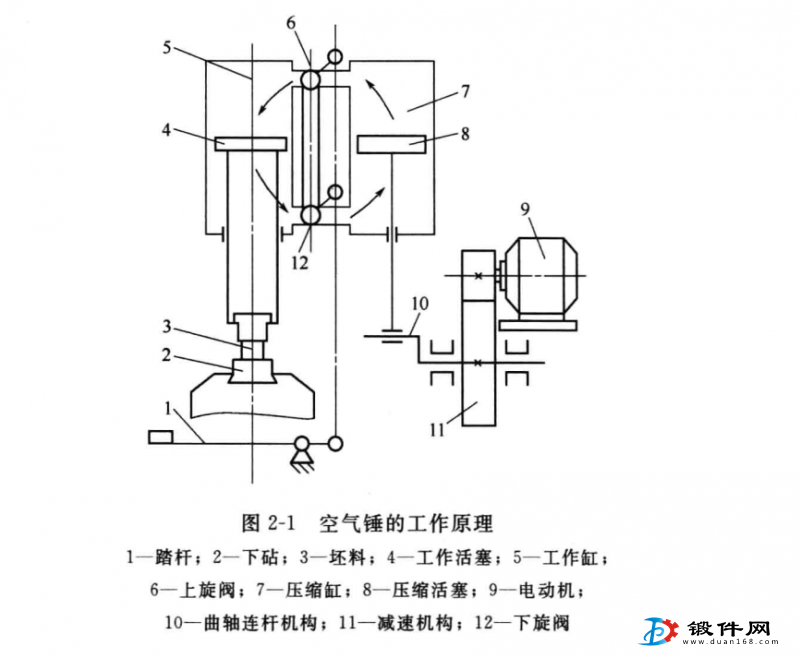
2、空气锤工作原理 空气锤由锤身、压缩缸、工作缸、传动机构、操纵机构、落下 部分及砧座等部分组成,是由电动机直接驱动的锻造设备,空气锤 的吨位大小(打击能量)是以其落下部分的质量来表示的。其动力 来源方便,安装费用低,锤击速度快,每分钟95-245次,适用于 中、小型锻件的自由锻造和胎模锻造。
当电动机9驱动曲轴连杆机构10转动,将压 缩活塞8在压缩缸7中向上推时,压缩缸上部空气通过上旋阀6进 入工作缸,这时在工作缸上部压缩空气和锤头自重的作用下,完成向下运动。当压缩活塞向下运动时,空气流动与上述情况相反,锤头完成向上运动。
3、基本操作过程
接通电源,启动空气锤后通过脚踏杆或操纵手柄, 操纵上、下旋阀,可以使空气锤实现空转(空行程)、锤头上悬、 锤头下压、连续打击、单次打击五种动作。
①空转(空行程)转动手柄,上、下旋阀的位置使压缩缸 的上、下气道都与大气连通,压缩空气不进入工作缸,而是排入大 气中,压缩活塞空转。电动机和减速机构空转,锻锤不工作,锤头 靠自重停在下砥铁上。
②锤头上悬 压缩缸上部和工作缸上部都经上旋阀6与大气 相通,压缩空气只能经下旋阀进入工作缸的下部,使锤头上悬,此 目的可便于更换砥铁,放置坯料、工具,检査尺寸或进行调整、清 扫等工作。
③锤头下压 压缩缸上部和工作缸下部与大气相通,压缩空 气由压缩缸的下部经逆止阀及中间通道进入工作缸上部,使锤头向 下运动压紧坯料。压紧工件可进行弯曲、扭转等操作。
④连续打击将手柄由上悬位置扳到连续打击位置,此时压 缩缸和工作缸都不与大气相通,压缩缸将压缩空气不断压入工作缸 的上、下空腔,推动锤头上下往复运动,实现连续打击。
单次打击 由连续打击演化出单次打击。即在连续打击的 气流下,手柄迅速返回悬空位置,打一次即停。单打不易掌握,初学者要谨慎对待,手柄稍不到位,单打就会变为连打,此时若翻转或移动锻件易出事故。
4、空气锤的操作规则
空气锤开锤前的准备主要包括以下步骤。
①检査上、下砧块间的楔铁是否松动,检查锤顶部两缸和盖 及地脚螺栓
②部位的螺钉是否紧固正常。
③检査各部位润滑点、油管、液压泵的工作状况是否正常。
④开锤前应检查手柄是否放在空程位置,只有放在空程位置 才能启动电动机。
⑤如室温低于10C时,必须将砧块、工具等进行预热。
5、开锤生产中注意事项
①生产前,必须开锤空运转5?lOmin,若发现有不正常的声音或其他毛病时,则立即停锤检修。
②工作时,要避免偏心锻造,不允许打冷铁及低于终锻温度 以下的锻件。
③不准猛烈“冷”击上、下砧块,不允许锻打较薄的低温 材料。
④生产过程中,夹持锻件必须放正,不宜偏击,并且随时打 扫砧上的氧化皮。
6、锻造空气锤停锤生产后注意事项主要包括以下步骤。
①停锤后,必须将操作手柄放在空程位置,并在上、下砧块 间垫上垫铁,使之冷却。
②清除砧上及周围的氧化皮,擦拭锤杆上的油污,滑动表面要涂油防锈。
③清扫工作场地,将工具按规定放置。






