




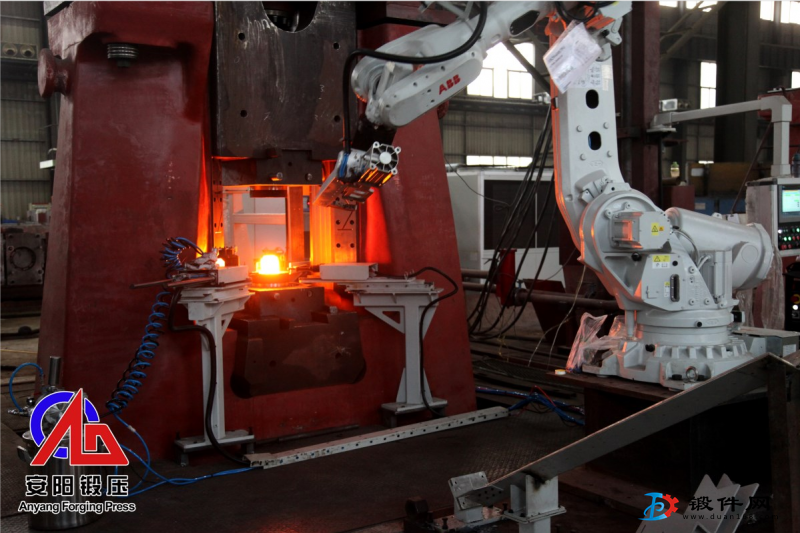
数控锤锻辊制钢球生产线工艺如下
首先通过中频感应炉--经过棒料剪断机--机器人系统--数控锤锻造--通过滚圆机滚圆--之后后续热处理
从设备成本、生产成本、人力成本综合考虑,采用“锻辊联合”的成型方法,生产较大直径的钢球。
首先棒料经过中频炉加热后,用棒料剪断机将加热好的棒料按所需的长度切断,进行选料分配后将合格材料由机器人送至数控锤上,在数控锤上进行“镦球”预成型,经过“镦球”后基本成为球形,在气缸的作用下通过料槽滚动到钢球滚圆机里,钢球辊圆机精整轧制得到外观完好的钢球,再经过后续的热处理,即可得到高硬度的耐磨钢球。
锻轧工艺理论上也可以生产各种直径的钢球,但因投资和效率的原因,通常用于批量生产φ100--φ200mm的钢球,已取得较佳的投资回报。
数控全液压模锻锤描述
C92K系列数控全液压模锻锤(程控锤)是一种锻造精度高,打击能量可数字化控制的精密模锻设备,在国内技术领先,是一种新型可替代进口的理想设备。

安阳锻压数控全液压模锻锤在精锻领域有其独特的优点:
1.锻造精度高,锻件尺寸误差0.2mm ,锻件重量误差0.3% ,表面光洁度高。
2.打击能量可以叠加,锻造过程,一锤不成可以打多锤,小锤可以干大活。
3.适用面广。数控全液压模锻锤能锻造薄壁类锻件、不易充填模具型腔的异形零件、薄筋类锻件和高度公差要求严格的锻件。
4.数控全液压模锻锤(程控锻锤)模具寿命高。
5.数控全液压模锻锤(程控锻锤)打击频次快,生产效率高。
6.机身刚性好,抗偏载能力强,适合于多模腔锻造 。
7.锤杆为柔性细锤杆结构,无过定位和闷模问题。
8.能在低温下锻造,锻件表面光洁度高,化学性能稳定。
9.打击能量可程序化精确控制 , 重复锻造精度好,锻件质量稳定。
10.打击工步和每工步能量可程序化控制。
11.模锻件材料利用率高。
12.降低了锻锤对操作工人设备操作水平的要求。
13.数控全液压模锻锤(程控锻锤)与锻造机器人集成可形成自动化生产线。
安阳锻压数控锤(程控锤)的优势与创新性。
1. 特殊的打击阀系统设计,保证了数控锤的打击能量精度极高。
1.1 打击控制系统采用精确控制系统,使得打击能量控制精度极高采用打击阀控制系统与主系统进行了分离,独特的控制系统使得打击能量更加精确。
1.2 控制阀采用标准化设计,同时将打击阀的控制环节降到最低。
1.3 独特的主打阀(滑阀结构)保证了系统的可靠性、稳定性。
1.4 打击阀系统的安全性确保不会发生类似其它厂家产品意外伤人事件。
2.锤头慢升慢降功能操作十分方便,更换模具更加安全,方便和快捷好控制。
3.独特的液压站防止外泄结构、密封结构好,维修方便。
4.锤头缓冲器采用外联式结构,克服了内镶焊接式结构不可靠的问题。
5.蓄能器采用低位安装方式,避免了蓄能器超高造成设备高度猛增的问题。
6.特殊螺栓防松装置使得系统抗震性加强,安全性更高。
7.更换模具后能量自动调整。
8.独有的振模功能,有效提高模具装卡效率。
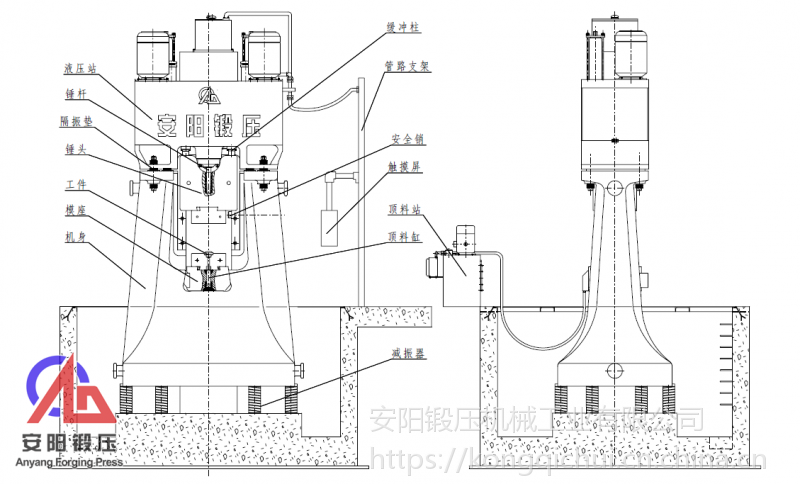
数控模锻锤结构示意图

安阳锻压机械工业有限公司(原安阳锻压设备厂),是一家具有近60年生产锻压设备历史和国内生产锻锤行业规模的企业。安阳锻压集团公司被认定为高新技术企业,是国内数控全液压模锻锤、电液锤、空气锤等产品国家标准起草制定厂家,数控全液压模锻锤是国家财政资金重点支持项目,是河南省高技术高成长型企业之一,省重点装备企业,是国家锻造协会常务理事和河南省锻造协会副会长单位。
公司生产的产品有数控全液压模锻锤、电液锤、电液动力头、空气锤、大型热锻液压机、装取料机、锻造操作机、液压铆接机和金属屑压块机等。公司生产的C41系列空气锤曾荣获国家产品质量银质奖称号;金砧牌空气锤、电液锤被河南省授予河南省名牌产品称号。公司通过ISO9001:2008质量认证,所有产品获国家生态原产品产品保护享受国际通关绿色通道。
公司现占地近400余亩,有数控锻压设备生产基地、锻锤生产基地、大型锻件生产基地、用户培训基地和锻造设备配件生产四大基地。公司设有河南省数控锻压设备研发中心、国家锻锤研究所,并设有销售中心、售后服务中心、质量检测管理中心、机加工中心和大型热处理及产品装配中心,能为客户提供一条龙式的系统服务。
公司遵循技术创新优、产品质量好、产品、售后服务完善的经营宗旨,为国内、外客户提供规格全、质量优、价格廉的各种锻造设备产品,远销德国、美国、法国、英国、俄罗斯、印度、越南等60个国家和地区,深受用户赞誉和好评。