









集团概述:
山东华富钢球有限公司,距离济南市区45公里,毗邻309国道,交通便利。公司成立于2015年,隶属华富集团下属核心企业之一。集团占地80000平方米,员工100余名,年生产能力10万吨,投入资金7000万元。主要生产锻造(热轧)钢球*钢段、铸造钢球*钢段、磨棒、锤头、衬板、钢球设备等,是集研发、生产于一体的专业化大型高新技术企业。
公司始立于2001年9月29日,章丘市水泉锻造厂。2003年7月成立济南兴宏远造纸机械有限公司。2012年,建立了济南华富锻造股份有限公司,并拥有了货物进出口及技术进出口权。2015年11月,山东华富钢球有限公司正式投产,注册资金1000万元。
华富自主研发的钢球生产线结合先进的热处理生产工艺,使成品钢球的硬度梯度分布更均匀,比其他厂家的钢球硬度提高了5-8HRC,平均磨耗降低1-3个百分点,且冲击韧性好、不破碎、不失圆,得到用户的一致好评。并出口到美国、智利、南非、澳大利亚、墨西哥、马来西亚、越南等几十个国家,广受用户赞誉。
企业文化:
至诚至善者,方可与华富。
公司宗旨:诚信合作,规范运作,确保质量,互利双赢。
企业使命:打造中国高新技术企业,制造国内外企业满意的高品质产品。
企业精神:开拓、创新,立足市场求发展;优质、高效,用心服务为客户。
企业核心价值观:求真务实,开拓进取,客户至上,品质卓越。

厂区:





产品详情:
20mm-40mm 热轧钢球生产线:

1、生产纲领
1.1项目名称:20-40热轧球磨钢球生产线项目;
1.2项目建设性质:新建;
1.3项目概述:公司拟投建25-30热轧球磨钢球生产线,产品用于矿山选矿厂、水泥厂、火力发电厂、耐火材料厂、钢铁厂等行业。
1.4工厂条件:现有1000Kva变压器1台。
1.5 规格品种: φ20mm φ25mm φ30mmφ35mmφ40mm
1.6 坯料长度:6000mm;
1.7 加热温度:800~850℃;
1.8 加热能力:500Kw中频加热;
2、生产线配置
根据贵公司轧制球磨钢球的规格品种,配置一套热轧球磨钢球生产线:HF-20-40 热轧球磨钢球生产线,生产规格φ20mm φ25mm φ30mmφ35mmφ40mm
2.1设备组成
1加热系统 2套 采用PLC控制中频炉加热500KW设计。
2热轧机组 1台 HF-500型(包括轧机,变速箱,传动轴,主电机及控制箱;25、30钢球轧辊1套)
3输送系统 1台 等温输送机及调速电机组成
4淬火系统 1台 传动及调速电机组成
2.2产能(1200Kw中频加热炉)
序号 | 规格 | 产量(粒/分) | 产量(吨/小时) |
1 | Φ20 | 120 | 0.3936吨 |
2 | Φ25 | 115 | 0.4968吨 |
3 | Φ30 | 108 | 0.790吨 |
4 | Φ35 | 83 | 0.876吨 |
5 | Φ40 | 79 | 1.25吨 |
2.3.加热炉方案:加热钢坯直径φ20mm φ25mm φ30mmφ35mmφ40mm,炉体做1套
2.4装机容量
序号 | 设备名称 | 装机容量(Kw) | 备注 |
1 | 中频炉 | 500Kw | 根据用户电力设计 |
2 | 输送装置 | 1.5Kw | 料架传动动力 |
3 | 主轧机 | 55Kw | 变频调速 |
4 | 等温机 | 1.1Kw | 电磁调速 |
5 | 淬火机 | 1.1Kw | 电磁调速 |
6 | 照明及其他用电 | 30Kw | |
7 | 合计 | 588.7KW |
2.5工艺流程简述
2.5.1圆钢棒料经检验后,按买方自己情况定尺剪切成钢球坯料长度(一般按供料状态6000mm)。
2.5.2钢球坯料轧制前在连续式加热炉中被加热到合适的温度。
2.5.3红热态的钢坯被送入钢球轧机后,在2个带有特殊螺旋形孔型的轧辊之间旋转前进,并被连续地轧制成钢球。
2.5.4轧成后的红热态钢球予冷却至淬火温度时立刻进入在线热处理设备进行淬火,然后进入回炉保温箱进行应力处理,使钢球获得很高而且均匀的硬度。
3、供货范围及报价
1).感应加热部分
名称
| 规格型号
|
储料架 | 40型 |
自动上料传动输送架 | 40型 |
电容柜及感应器 | 500kw |
控制电源柜 | 500kw1台
|
设备连接线 | |
远程控制柜 |
2)热轧轧机部分
名称 | 规格型号 |
主轧机 | 40型 |
减速机变速箱 | 40型 |
电机 | 40型55KW |
联轴器 | 40型 |
电控箱 | 40型启动电控箱 |
变频调速器 | 55Kw电机用 |
3).输送淬火部分
名称 | 规格型号 |
输送机等温设备 | 40型 |
淬火设备系统 | 40型 |
4).电炉用闭式冷去塔
名称 | 规格型号 |
50立方米闭式冷却塔 | 40型 |
3.4.不供货项目
●公辅设施(水、电、气)、动力变压器、由买方负责;
●设备安装所需材料、车间管路、二次管线由买方负责自备;
●循环水系统室外冷却塔、阀门、水泵,相关电控由买方负责自备
4、其它说明
●含税出厂
●供货范围内的生产线设备由卖方安装、调试、培训,卖方安装调试人员食宿工作餐由买方提供,卖方安装调试人员往来交通费由买方负责。 热轧钢球是一种全新的轧制工艺技术,是球磨球制造业的工艺技术突破,正在逐渐替代铸造钢球。钢球轧机经多处创新设计具有如下特点: 1、辊箱整体设计,刚性好。2、调整简单、便于操作。 3、锁紧牢固、稳定性高; 4、导板更换简便快速、效率高。为钢球轧制生产线稳定、高效、高质量的运行提供保证。
40mm-60mm 热轧钢球生产线:
1、生产纲领
1.1项目名称:40-60 热轧球磨钢球生产线项目;
1.2项目建设性质:新建;
1.3项目概述:公司拟投建40-60热轧球磨钢球生产线,产品用于矿山选矿厂、水泥厂、火力发电厂、耐火材料厂、钢铁厂等行业。
1.4工厂条件:现有1200Kva变压器1台。其它待定;
1.5规格品种:φ40mm、φ50mm、φ60mm;
1.6坯料长度:6000mm;
1.7加热温度:800-850℃;
1.8加热能力:1200Kw中频加热;
2、生产线配置
根据贵公司轧制球磨钢球的规格品种,配置一套热轧球磨钢球生产线:HF-60 热轧球磨钢球生产线,生产规格φ40、φ50、φ60。
2.1设备组成
1加热系统 2套 采用PLC控制中频炉加热800KW+400Kw设计。
2热轧机组 1台 HF-60型(包括轧机,变速箱,传动轴,主电机及控制箱
40、50、60钢球轧辊1套)
3输送系统 1台 等温输送机及调速电机组成
4淬火系统 1台 传动及调速电机组成
2.2产能(1200Kw中频加热炉)
序号 | 规格 | 产量(粒/分) | 产量(吨/小时) |
1 | Φ40 | 120 | 1.8 |
2 | Φ50 | 80 | 2.4 |
3 | Φ60 | 60 | 3.2 |
2.3.加热炉方案
2.3.1.加热钢坯直径?40-?60,为提高加热效率,炉体做2 套分别为?40、?60;
2.3.2.根据要求电源功率设计总功率1200KW,为满足?40、?50、?60球在一条生产线进行生产且节省投资及提高加热效率,设计1台800Kw1台400Kw电炉并机加热。当轧制?40钢球时启动800KW电源一台;当做?50、?60钢球时启动两台电源同时工作。这样能提高电炉的利用率,提高工作效率,同时与轧机能力匹配。
2.4装机容量
序号 | 设备名称 | 装机容量(Kw) | 备注 |
1 | 中频炉 | 1200Kw | 根据用户电力设计 |
2 | 输送装置 | 1.5Kw | 料架传动动力 |
3 | 主轧机 | 150Kw | 变频调速 |
4 | 等温机 | 3Kw | 电磁调速 |
5 | 淬火机 | 3Kw | 电磁调速 |
6 | 照明及其他用电 | 20Kw-30Kw | |
7 | 合计 | 1377.5Kw-1387.5Kw |
2.5工艺流程简述
2.5.1圆钢棒料经检验后,按买方自己情况定尺剪切成钢球坯料长度(一般按供料状态6000mm)。
2.5.2钢球坯料轧制前在连续式加热炉中被加热到合适的温度。
2.5.3红热态的钢坯被送入钢球轧机后,在2个带有特殊螺旋形孔型的轧辊之间旋转前进,并被连续地轧制成钢球。
2.5.4轧成后的红热态钢球予冷却至淬火温度时立刻进入在线热处理设备进行淬火,然后进入回炉保温箱进行应力处理,使钢球获得很高而且均匀的硬度。
3、供货范围及报价
1).感应加热部分
名称
| 规格型号
|
储料架 | 60型 |
自动上料传动输送架 | 60型 |
电容柜及感应器 | 800+400kw |
控制电源柜 | 800Kw1台 400Kw1台 |
设备连接线 | |
远程控制柜 |
2)热轧轧机部分
名称 | 规格型号 |
主轧机 | 40-60型 |
减速机变速箱 | 40-60型 |
电机 | 40-60型150KW |
联轴器 | 40-60型 |
电控箱 | 60型启动电控箱 |
变频调速器 | 150Kw电机用 |
3).输送淬火部分
名称 | 规格型号 |
输送机等温设备 | 40-60型 |
淬火设备系统 | 40-60型 |
4).电炉用闭式冷去塔
名称 | 规格型号 |
120立方米闭式冷却塔 | 120型 |
3.4.不供货项目
●公辅设施(水、电、气)、动力变压器、由买方负责;
●设备安装所需材料、车间管路、二次管线由买方负责自备;
●循环水系统室外冷却塔、阀门、水泵,相关电控由买方负责自备
4、其它说明
●含税出厂
●供货范围内的生产线设备由卖方安装、调试、培训,卖方安装调试人员食宿工作餐由买方提供,卖方安装调试人员国外往来交通费由买方负责。 热轧钢球是一种全新的轧制工艺技术,是球磨球制造业的工艺技术突破,正在逐渐替代铸造钢球。钢球轧机经多处创新设计具有如下特点: 1、辊箱整体设计,刚性好。2、调整简单、便于操作。 3、锁紧牢固、稳定性高; 4、导板更换简便快速、效率高。为钢球轧制生产线稳定、高效、高质量的运行提供保证。
80mm-120mm 半自动辊锻钢球生产线:

一、 钢球轧机详细技术参数:
型号 | ?80-125 |
可轧钢球直径 | 80mm,100mm125mm |
生产效率 | 5-15粒/分钟 |
电机功率(KW) | 185KW |
总外形尺寸(m) | 3X26M |
二、 配套中频感应炉选型及加热节拍 Medium-frequency induction furnace and heating beat
工件直径 | 工件重量KG | 生产效率(粒/分钟) | 生产效率(吨/小时) | 所需电炉功率(KW) |
?80mm | 2.0992 | 15 | 1.89 | 750KW+750KW |
?100mm | 4.1 | 8 | 1.968 | 750KW+750KW |
?125mm | 8.008 | 6 | 2.88 | 750KW+750KW |
依据上式计算得上表,对于不同重量,同等电源功率,算出不同节拍。贵公司可依上表选出适宜的电源功率,建议贵公司选择功率大一点的电源,这样生产效率还会有较大的提高,生产过程中可以根据需要调整电源输出功率,选择合适的加热节拍。
三、设备组成:
序号 | 货物名称 | 型号和规格 | 数量 |
1 | 中频炉加热炉(1500kw) | ?80-125 | 1 |
2 | 热下料机组 | ?80-125 | 1 |
3 | 重型热压机 | ?80-125 | 1 |
4 | 辊锻机 | ?80-125 | 1 |
5. | 生产线电控系统
| ?40-70 | 1 |
6. | 生产线PLC系统 | ?40-70 | 1 |
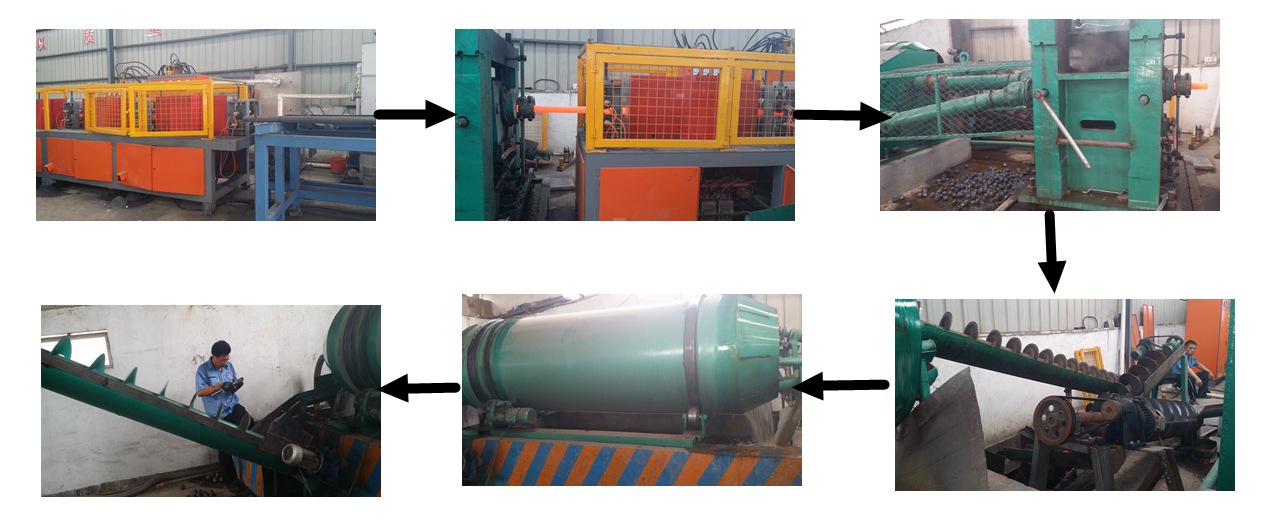
设备机械系统工作过程:
本成套设备机械动作采用PLC控制,只需人工将料置于放料架其余动作均由PLC控制下的系统自动完成
人工置料储料架→ 自动续料装置续料→炉前夹辊进料装置→炉内加热 →夹辊出料快速出料 →热切→预锻成型→进入辊锻机→热处理系统→钢球余温自回火装置→成品钢球
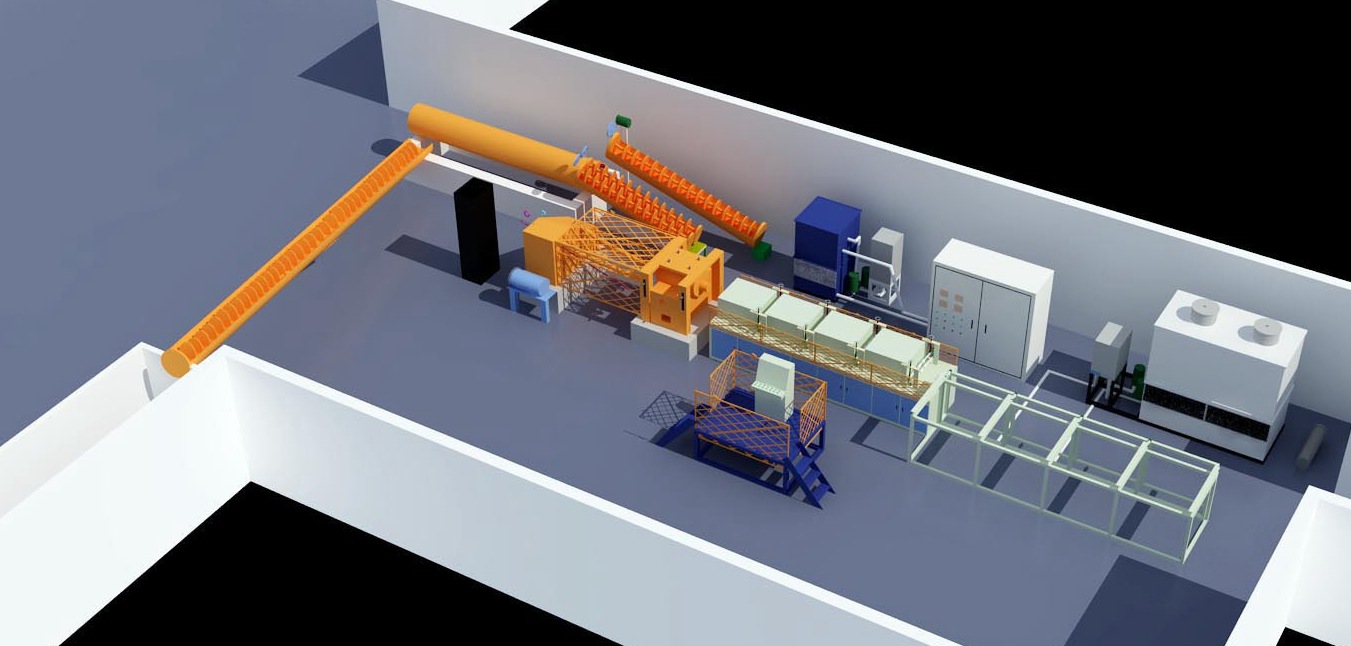
钢球生产设备示意图:
生产的钢球硬度测试:

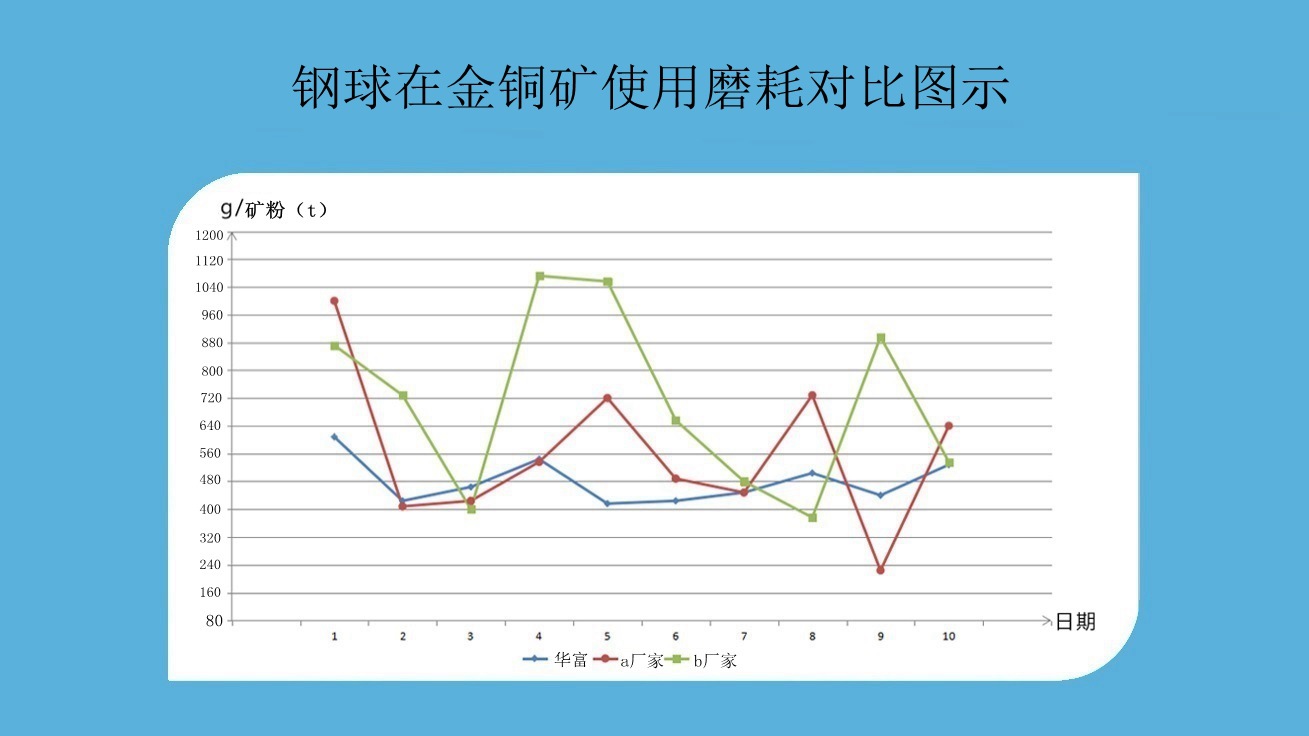
生产的钢球磨耗测试:
客户来访:







