 [VIP第9年] 指数:7
[VIP第9年] 指数:7 通过认证
通过认证 







活塞杆热处理加工工艺过程:
锻压退火→粗加工→调质→半精加工→消应力→粗磨→高频淬火→回火→精加工。
以下针对几个比较关键的环节做一下着重介绍:
退火:
活塞杆的退火主要是用于降低硬度,从而利于切削加工。通过退火可以提高塑性韧性,改善钢的性能或为以后热处理做好组织准备,消除2Cr13钢中的残余内应力,防止变形和开裂。
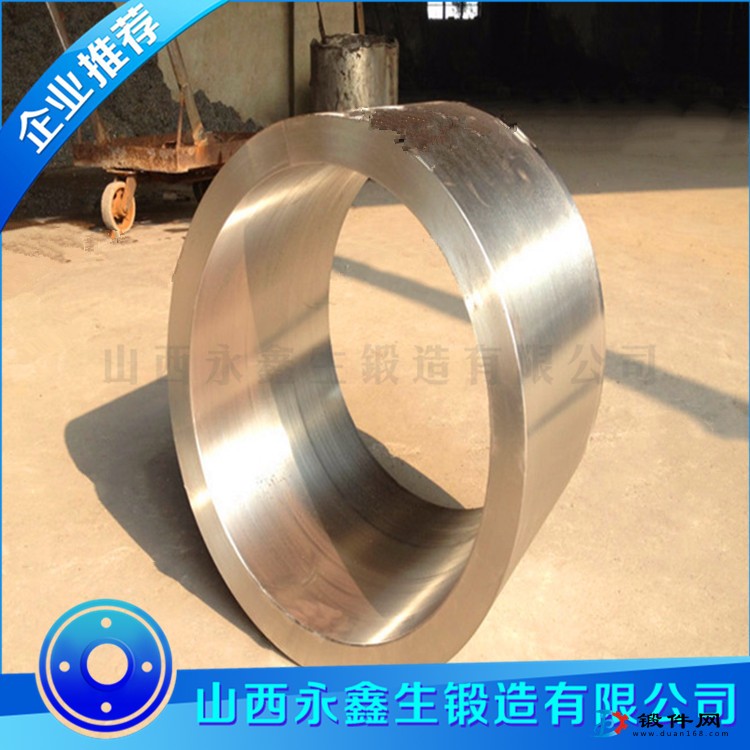
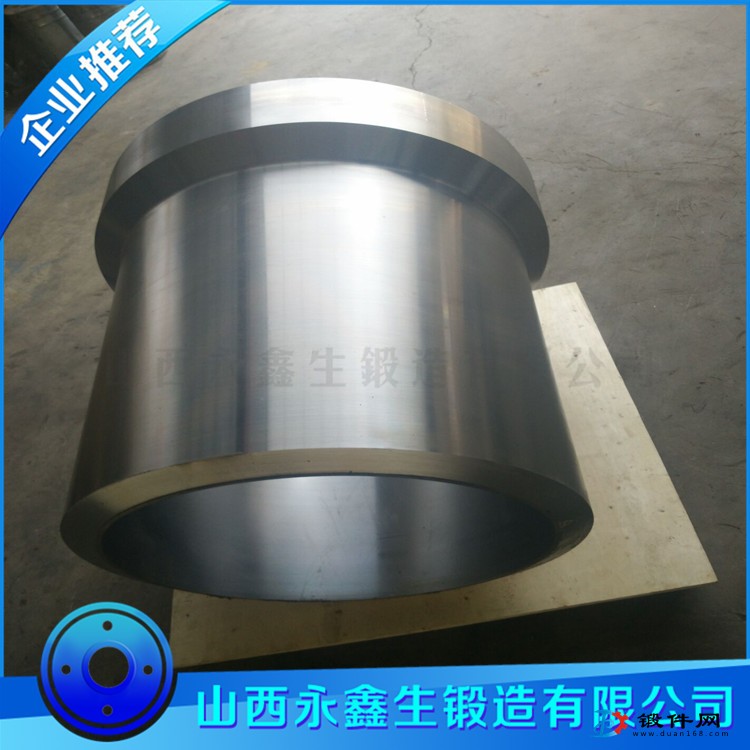
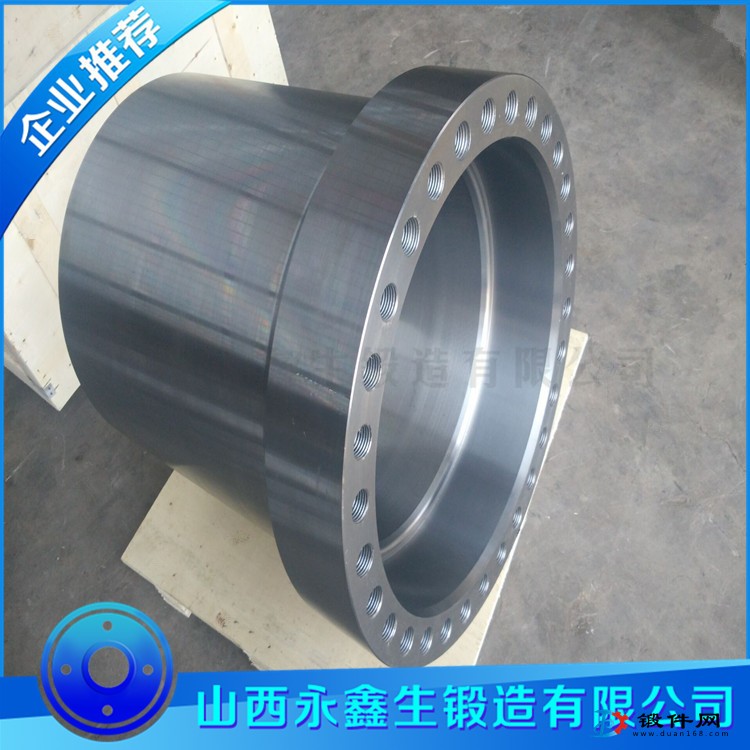
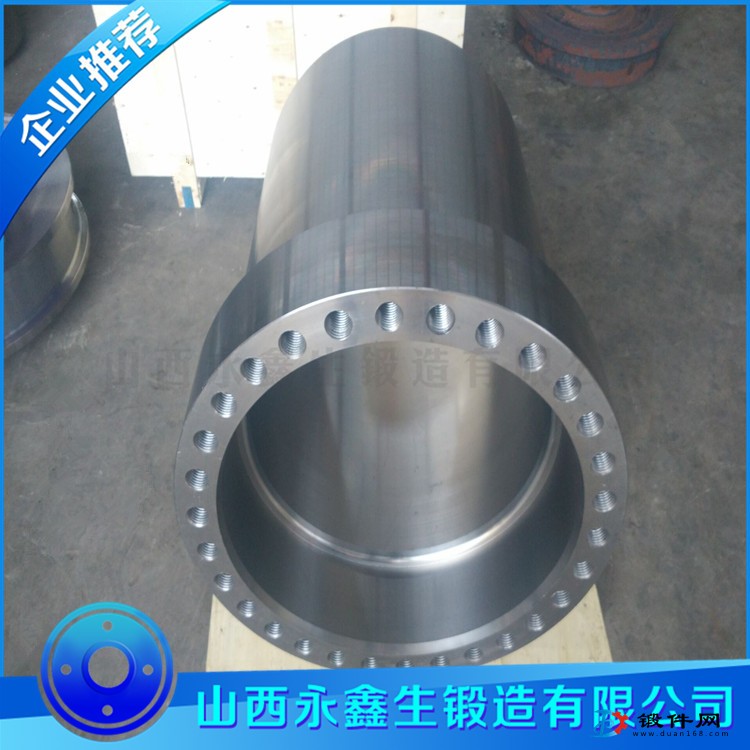
锻造:
活塞杆的毛坯一般都是经过锻造后获得基本的形状,其锻造是利用锻压机械对金属坯料施加压力,使其产生塑性变形,已获得具有一定机械性能、一定形状和尺寸的锻件的加工方法。
调质:
调质的目的就是使活塞杆可以具有良好的综合机械性能,因些为了让活塞杆可以获得较高的韧性、足够的强度以及优良的力学性能,我们一般都需要对2Cr13材质进行调质处理。
消应力处理:
所谓的消应力处理,其实就是指去除应力。在一般情况下,退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,所以要进行处理消应力。
高频淬火:
高频淬火一般都是在半精加工后、磨削加工前进行的一道工序。通过高频淬火后,活塞杆的表面可以获得高硬度、高的耐磨性,而心部仍维持良好的综合力学性能。但是由于淬火后,表面会残留有淬火应力,因此为了降低表面淬火的淬火应力,应进行淬火后应进行低温回火,以此来保持高硬度、耐磨性。






