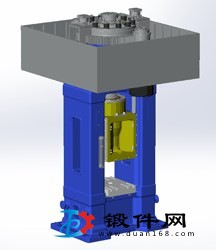






数控全液压模锻锤也称数控电液锤、程控锤或数控锤,可实现打击能量的任意调整,延长模具和锤杆的工作寿命,减少80%以上的震动。已广泛应用于汽车、摩托车、五金工具、工程机械、手术器械、不锈钢餐具、吊具索具、煤矿机械、农业机械、船舶、铁路和航空航天等行业。
随着汽车、摩托车、铁路和航空航天等各行业的高速发展,对锻件的需求逐步向轻量化和精密化方向发展,而传统的皮带锤、蒸空模锻锤和摩擦压力机等锻造设备能量不能够控制,锻件精度低,已不能够满足锻件精度发展的需求. 数控全液压模锻锤是为了满足锻件精度发展的需求而研制开发的,它克服了传统锻造设备的缺点,打击能量可程序化控制,锻件精度高,可组成自动化生产线,正是这些优点,数控全液压模锻锤替代传统锻造设备成为必然。
安阳锻压数控全液压模锻锤在精锻领域有其独特的优点:
1.锻造精度高,锻件尺寸误差≤0.2mm ,锻件重量误差 ≤ ±0.3% ,表面光洁度高。
2.打击能量可以叠加,锻造过程,一锤不成可以打多锤,小锤可以干大活。
3.适用面广。数控全液压模锻锤能锻造薄壁类锻件、不易充填模具型腔的异形零件、薄筋类锻件和高度公差要求严格的锻件
4.数控全液压模锻锤(程控锻锤)模具寿命高。
5.数控全液压模锻锤(程控锻锤)打击频次快,生产效率高。
6.机身刚性好,抗偏载能力强,适合于多模腔锻造 。
7.锤杆为柔性细锤杆结构,无过定位和闷模问题。
8.能在“低温”下锻造,锻件表面光洁度高,化学性能稳定。
9.打击能量可程序化控制 , 重复锻造精度好,锻件质量稳定。
10.打击工步和每工步能量可程序化控制。
11.模锻件材料利用率高。
12.降低了锻锤对操作工人设备操作水平的要求。
13.数控全液压模锻锤(程控锻锤)与锻造机器人集成可形成自动化生产线。

该型数控全液压模锻锤数据参数如下
| C92K系列数控全液压模锻锤技术参数 | |||||||
| 型号 | C92K | C92K | C92K | C92K | C92K | C92K | C92K |
| -16 | -25 | -31.5 | -40 | -50 | -63 | -80 | |
| 打击能量(KJ) | 16 | 25 | 31.5 | 40 | 50 | 63 | 80 |
| 锤头质量(kg) | 1080 | 1700 | 2100 | 2700 | 3400 | 4350 | 5650 |
| 打击频次(次/min) | 90 | 90 | 85 | 85 | 85 | 80 | 75 |
| 打击行程(mm) | 640 | 685 | 700 | 710 | 740 | 760 | 810 |
| 工作油压(Mpa) | 18 | 18 | 18 | 18 | 18 | 18 | 18 |
| 主电机功率(KW) | 37 | 55 | 55 | 90 | 2*55 | 2*55 | 2*90 |
| 型号 | C92K | C92K | C92K | C92K | C92K | C92K | C92K |
| -100 | -125 | -160 | -200 | -250 | -320 | -400 | |
| 打击能量(KJ) | 100 | 125 | 160 | 200 | 250 | 320 | 400 |
| 锤头质量(kg) | 6900 | 8500 | 10000 | 12000 | 13000 | 14000 | 20000 |
| 打击频次(次/min) | 75 | 70 | 55 | 60 | 50 | 45 | 40 |
| 打击行程(mm) | 850 | 1000 | 1000 | 1100 | 1150 | 1150 | 1250 |
| 工作油压(Mpa) | 18 | 18 | 18 | 18 | 18 | 18 | 18 |
| 主电机功率(KW) | 2*90 | 2*132 | 3*90 | 4*90 | 4*90 | 4*110 | 6*110 |
安阳锻压机械工业有限公司出品的设备出口全球,服务全球
美国客户处

美国客户处

斯洛文尼亚客户处

土耳其客户处

注:价格为搜索区间设置,具体价格报价请与卖家联系。